


- Home
-
Dienstleistungen









- Kontakt
- Technischer Support
Nützliche Tipps Referenztabellen Mehr Infos Dicke Tipps Tabelle der Ug-Werte (thermischer K) von Doppelverglasungseinheiten Informationen zu Kaminschließungen Beratung zu Regalhalterungen LED-Techniktabelle (hinterleuchtete Spiegel) - Wer wir sind
- Legende des Glases
Konfigurieren Sie Ihr individuelles Produkt
Verwenden Sie Google Chrome











STD = Standard
-
Schnitt
Die Glasschneiden mit professionellen Geräten durchgeführt, die alle erlauben zu implementieren formen, formen und Ausstanzen zu messen. Das Glas bleibt scharf, dieser Prozess bietet keine für jede Veredelung entlang der Umfangskante. In dem Schneideschritt können Unregelmäßigkeiten, Schnecken und / oder das Glas entlang der Dicke, vorhanden Undurchsichtigkeit.
erstellenSchnitt
-
Sandstrahlen
Der Glas Abstrahlen besteht darin, eine Platte oder ein Stück Glas mit der Schleifwirkung des Sands unterworfen wird auf das Glas selbst durch einen Druckluftstrahl projizierte, . Die Bramme zunächst transparent, wird auf diese Weise opak. Die Zugabe des Glassandstrahlen wird oft als „Zone“ durchgeführt wird, mit Hilfe von Maskierung, für Glasdekoration und einzigartige dekorative Ergebnisse.
Sandstrahlen
-
Kantenbearbeitung (Glas Umfang)
Schleifen ist der Prozess, der die scharfe Kante zu beseitigen ist und scharf Glasherstellung sowie überschaubar und nicht sie auch fertig schaden. Dank ihm, der winzige „Whisker“, unmerklich mit dem bloßen Auge wird ebenfalls eliminiert, aber das zwangsläufig während der Schnittphase erstellt, die den Prozentsatz des möglichen Bruches des Glases zu erhöhen. Das Schleifen begrenzt auch den thermischen Schock Phänomen obwohl hierfür es zu einer Verhärtung der Platte empfohlen.
Kantenbearbeitung (Glas Umfang)
Mol poliert (1 mm x 45 °) mol Tonda Mol Schnabel Eule mol Bevel Kein Schleifen (Schneide) Mol rohAnpassen: Kantenbearbeitung (Glas Umfang)
HINWEIS : Kantenbeschaffenheit (Glasumfang): Obligatorisch für gehärtetes Glas und für alle sichtbaren Gläser / Spiegel.
AUSGESCHLOSSEN : Auf geschirmtem Glas nur grobes Schleifen - Auf Kathedralen und Murano-Glas nur von Hand schleifen -
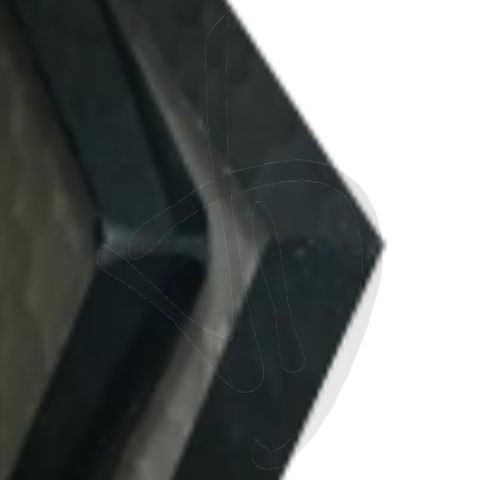
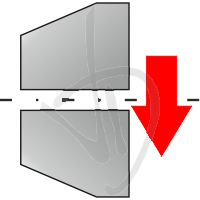
Entfernen Von Glasecken
Verarbeitung, die den Winkel des Glases am Leben, die Hauptbruchstelle beseitigt , so wie seine Zerbrechlichkeit zu beschränken.
Entfernen Von Glasecken
HINWEIS : Entfernen von Glasecken: Obligatorisch für gehärtetes Glas
-
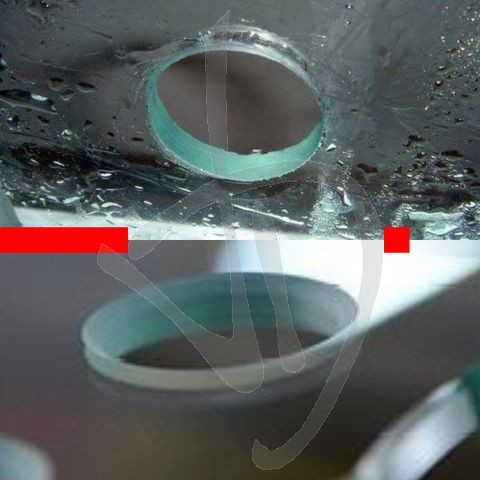
Bohrung
LOCH : Das Bohren wird mit Techniken und Geräten mit Diamantspitzen durchgeführt, die mit einem kontinuierlichen Wasserstrahl gekühlt werden.
COUNTERSINK : Der Senker (ca. 1 x 45° mm) ist auf beiden Seiten des Glases angebracht und macht das Loch abgerundet.
Die Löcher können verschiedene Durchmesser haben, es ist jedoch ratsam, sie nicht zu nahe an der Kante anzubringen (die akzeptablen Abstände ändern sich auch in Abhängigkeit von der Dicke des Glases) und auch ein Tempern einzuschließen, um Brüche aufgrund innerer Spannungen zu vermeiden.
Bohrung
HINWEIS : Bohren: Es ist ratsam, bei Pannen immer das Aushärten einzuschließen. Alle Lochdurchmesser bis zu einer Größe von 50 mm sind nur in Zahlen von mindestens 4 mm erhältlich (z. B. 4-6-8-10 mm ... verfügbar; 2-3-4-7-9-11 mm) ...Nicht verfügbar). Kontaktieren Sie uns per E-Mail, um Dateien mit Abmessungen anzuhängen, die sich auf die Position der Löcher beziehen: Geben Sie an Mittellochmessungen und bei mehreren Löchern Achsabstand der Löcher
-
: Fräsen Zubehör
Das Glas wird gemahlen, dh erfährt das Entfernen von Material durch ein Schneidwerkzeug, die sogenannte Schneid genau. Mit dieser Verarbeitung Einstichen werden realisiert, Formen, Kerben im Glas ... Die wichtigsten Merkmale des Mahlens sind seine hohe Genauigkeit und gute Oberflächenqualität des fertigen Produkts. Das Glas wird für speziell ausgewählte Zubehör gefräst, so dass sie bereits für die Montage mit ihnen hergestellt wird.
: Fräsen Zubehör
-
Tempra
E ‚die Wärmebehandlung auf dem Glas ausgeführt, um die Festigkeitseigenschaften zu erhöhen mechanische und thermische Schockbeständigkeit. Die Platte wird bei einer Temperatur von etwa 600 ° in den Ofen eingeführt; und anschließend schnell durch Luftstrahlen gekühlt. Nach der Behandlung wird das Glas elastisches, haltbar und antinfortunio weil im Fall eines Bruchs zerbröselt das Blatt in harmlose winzige Fragmente. Das temperierte Glas zeigt die spezifische Formulierung, die Verarbeitung bestätigt.
Tempra
HINWEIS : Temperament: ausführbar ab 4 mm Dicke. Die Marke wird wie auf dem Foto sichtbar sein (klicken Sie auf "I")
OBLIGATORISCH : Für alle gehärteten Gläser ist das Verfahren "Kantenveredelung (Glasumfang)" obligatorisch -
Selbstreinigend
E ‚eine Behandlung, durch die sie mittels Pyrolyse abgeschieden wird, ein transparente Schicht aus einem mineralischen Material photokatalytisch und hydrophil. Diese Ablagerung nutzt die doppelte Wirkung der UV-Strahlen von Licht des Tages und Wasser, um Schmutz auf der Außenseite des Glases angesammelt zu entfernen; insbesondere Einwirkung von UV-Strahlen durch die Zersetzung organischer Verschmutzung und macht die Oberfläche hydrophilen, fördert die Wasserströmung auf dem Glas dann die Beseitigung der Rückstände zerlegt und Mineralpulver. Sui sandgestrahltem Glas, glasiert und lackierte Behandlung wird auf der reflektierenden Seite auf den Spiegeln auf der glatten Seite gegeben (nicht hintere Versilberung). Die Dauer der Behandlung auf dem Glas variiert in Abhängigkeit von verschiedenen Faktoren ab, unter denen eine ordnungsgemäße Wartung, die unerlässlich ist, um sicherzustellen, dass die Behandlung haltbarer ist. Referenznorm EN 1096
Selbstreinigend
HINWEIS : Selbstreinigend: Auf lackiertem Glas und Spiegeln, nur einseitig anwendbar
-
Lackiert Ral Alle Farben
Dabei wird das Glas durch Aufsprühen einer Farbschicht auf eine der beiden Seiten eingefärbt: Die lackierte Seite ist immer die Rückseite, die unsichtbar bleibt. Obwohl es auf jeder Art von Glas hergestellt werden kann, ist es immer ratsam, ein extra klares Glas zu verwenden, um die gewählte RAL-Farbe möglichst nicht zu verändern (Standardglas hat seine typische grünliche Farbe) und um die maximale Ausbeute der Farbe zu erzielen Wahl auch in Bezug auf Brillanz. Auch bei besonders klaren Gläsern kann ein geringer Unterschied zum gewählten RAL vorhanden sein. Bei gehärtetem Glas hat die Lackierung keinen Einfluss auf die Anlassmarkierung (Formulierung, die die Härtungsbehandlung bescheinigt). Zum Kleben von lackiertem Glas muss neutrales Silikon verwendet werden. Vermeiden Sie beim Reinigen Scheuermittel. Wenn das zu lackierende Glas selbstreinigend ist, kann die selbstreinigende Seite nur die unlackierte sein. Das Gemälde auf satiniertem Glas wird auf der glänzenden Seite sein, um einen matten / samtigen Effekt zu erzielen.
Lackiert Ral Alle Farben
Farbe :- # 1000 Beigegrünlich
- # 1001 Beige
- # 1002 YellowSand
- # 1003 YellowSignal
- # 1004 Gelbgold
- # 1005 Honiggelb
- # 1006 Yellowpolenta
- # 1007 YellowNarcissus
- # 1011 BeigeBraun
- # 1012 Zitronengelb
- # 1013 PearlWhite
- # 1014 Elfenbein
- # 1015 LightIvory
- # 1016SulfurYellow
- # 1017 SaffronYellow
- # 1018 Zinkgelb
- # 1019 BeigeGrau
- # 1020 YellowOlive
- # 1021 Yellowswede
- # 1023 TrafficYellow
- # 1024 GelbOcker
- # 1026 Brightgelb
- # 1027 YellowCurry
- # 1028 GelbeMelone
- # 1032 YellowBesen
- # 1033 YellowDahlia
- # 1034 PastellYellow
- # 1035 Perlbeiger
- # 1036 PearlGold
- # 1037 Sonnengelb
- # 2000 Gelb-orange
- # 2001 Rotorange
- # 2002 BloodOrange
- # 2003 OrangePastell
- # 2004 PureOrange
- # 2005 Tieforange
- # 2007 BrilliantOrangeLicht
- # 2008 LightOrangeRot
- # 2009 Orange-Verkehr
- # 2010 OrangeSignal
- # 2011 Tieforange
- # 2012 OrangeLachs
- # 2013 PerleOrange
- # 3000 RedFire
- # 3001 RedSignale
- # 3002 Karminrot
- # 3003 RubyRed
- # 3004 Lilarot
- # 3005 Rotwein
- # 3007 Redschwärzlich
- # 3009 Red-Oxid
- # 3011 Rotbraun
- # 3012 RedBeige
- # 3013 RoteTomaten
- # 3014 Altrosa
- # 3015 Hellrosa
- # 3016 RedCoral
- # 3017 Rosato
- # 3018 RedStrawberry
- # 3020 Redtraffic
- # 3022 RedSalmon
- # 3024 Hellrot
- # 3026 BrilliantHellrot
- # 3027 RedHimbeere
- # 3028 PureRed
- # 3031 RedEast
- # 3032 RubyRedPerle
- # 3033 PearlyRose
- # 4001 RötlichLille
- # 4002 Lilarötlich
- # 4003 LilaHeidekraut
- # 4004 Lilaweinrot
- # 4005 Lillabläulich
- # 4006 LilaVerkehr
- # 4007 LilaViolett
- # 4008 ViolettesSignal
- # 4009 ViolettPastell
- # 4010 TeleMagenta
- # 4011 ViolettePerle
- # 4012 BlackberryPearl
- # 5000 Blauviolett
- # 5001 Teal
- # 5002 ultramarin
- # 5003 BlueSapphire
- # 5004 Blauschwärzlich
- # 5005 Blu-Signal
- # 5007 BrilliantBlue
- # 5008 Blau-weiß
- # 5009 Azurblau
- # 5010 BlauGentian
- # 5011 Stahlblau
- # 5012 BlauesLicht
- # 5013 Kobalt-Blau
- # 5014 BlaueTaube
- # 5015 BlauerHimmel
- # 5017 BlauVerkehr
- # 5018 BlauTürkis
- # 5019 Blaucapri
- # 5020 BlueOcean
- # 5021 BlueWater
- # 5022 MidnightBlue
- # 5023 DistantBlau
- # 5024 Pastellblau
- # 5025 Gentianbluepearl
- # 5026 BluePearlNacht
- # 6000 PatinaGrün
- # 6001 Smaragdgrün
- # 6002 GrünesBlatt
- # 6003 Olivgrün
- # 6004 Bläulichgrün
- # 6005 Moosgrün
- # 6006 Olivedrab
- # 6007 GrüneFlasche
- # 6008 Bräunlichgrün
- # 6009 Tannengrün
- # 6010 Gras-Grün
- # 6011 Resedagrün
- # 6012 Schwärzlichgrün
- # 6013 GrünRohr
- # 6014 Olivagelblich
- # 6015 Olivaschwärzlich
- # 6016 Türkisgrün
- # 6017 GrünMai
- # 6018 Gelblichgrün
- # 6019 Grün-Weiß
- # 6020 Chromgrün
- # 6021 Hellgrün
- # 6022 Olivabräunlich
- # 6024 TrafficGrün
- # 6025 Farn-Grün
- # 6026 GrünOpal
- # 6027 LightGreen
- # 6028 PineGrün
- # 6029 MintGreen
- # 6032 Grün-Signal
- # 6033 TurquoiseMinze
- # 6034 TurquoisePastell
- # 6035 PerleGrün
- # 6036 GrünperlmuttOpalo
- # 6037 PureGreen
- # 6038 Hellgrün
- # 7000 GraueEichhörnchen
- # 7001 Silbergrau
- # 7002 Grayfahl
- # 7003 MossGrau
- # 7004 GraySignal
- # 7005 MouseGrey
- # 7006 Graubeige
- # 7008 Graykhaki
- # 7009 Grünlichgrau
- # 7010 GrayZelt
- # 7011 IronGrau
- # 7012 Basaltgrau
- # 7013 Bräunlichgrau
- # 7015 Schiefergrau
- # 7016 Anthrazitgrau
- # 7021 Grayschwärzlich
- # 7022 GraySchatten
- # 7023 Betongrau
- # 7024 Graphitgrau
- # 7026 Granitgrau
- # 7030 GrayStein
- # 7031 Bläulichgrau
- # 7032 Kieselgrau
- # 7033 GrayCement
- # 7034 Graugelblich
- # 7035 Hellgrau
- # 7036 Platingrau
- # 7037 PulverGrau
- # 7038 AgateGrey
- # 7039 Quarzgrau
- # 7040 FensterGrau
- # 7042 TrafficgrauA
- # 7043 TrafficgrauB
- # 7044 SilkGrau
- # 7045 Telegrau1
- # 7046 TeleGrau2
- # 7047 Telegrau4
- # 7048 PearlygraueMaus
- # 8000 Grünlichbraun
- # 8001 BrownOcker
- # 8002 Brown-Signal
- # 8003 MudBrown
- # 8004 CopperBrown
- # 8007 BrownKitz
- # 8008 Brownolive
- # 8011 BrownWalnut
- # 8012 Maroon
- # 8014 BrownSepia
- # 8015 Kastanienbraun
- # 8016 MahoganyBrown
- # 8017 ChocolateBrown
- # 8019 Browngräulich
- # 8022 Brownschwärzlich
- # 8023 BraunOrange
- # 8024 Brownbeige
- # 8025 Hellbraun
- # 8028 BrownErde
- # 8029 KupferPerle
- # 9001 CremeWeiß
- # 9002 Weißgrau
- # 9003 Signalweiß
- # 9004 SchwarzSignal
- # 9005 Tiefschwarz
- # 9006 Weißaluminium
- # 9007 Aluminiumgrau
- # 9010 PureWhite
- # 9011 Graphitschwarz
- # 9016 Trafficweiß
- # 9017 SchwarzVerkehr
- # 9018 PapyrusWeiß
- # 9022 LightGreyPearl
- # 9023 DarkGreyPearl
HINWEIS : RAL-Lackierung: Auf Satinglas ist der Effekt undurchsichtig und / oder samtig
AUSGESCHLOSSEN : Bedrucktes Glas, Domglas, Muranoglas -
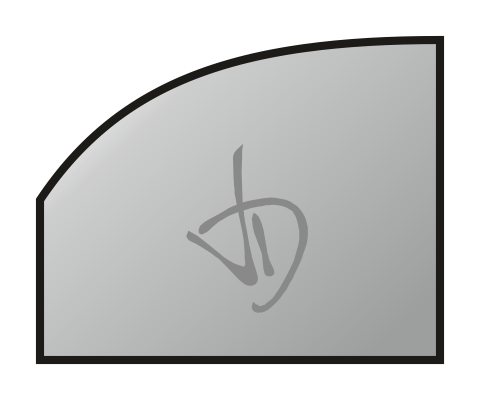
Mirroring-Formular
Flegga dieser Prozess, wenn Sie Ihre Glasform in Schritt 1 "ausgewählt haben FORMS „aber Sie müssen das Bild dargestellt wird gespiegelt relativ werden.
Mirroring-Formular
-
Verpackungen Aus Glas
Das Glas immer als Transport geschützt werden sollte beinhaltet inevitabilmete Bruchrisiko . Zu geben mehr Sicherheit des Kunden immer beurteilt und basierend darauf, ob die Art der Verpackung, wenn die Ware versandt werden oder an dem ns abgeholt. Zentrale.
Verpackungen Aus Glas






Nessuna Lavorazione scelta
Nessun imballaggio scelto
SCHATZUNG des Versanddatums
| Is Featured | Nein |
| Cod. Gruppo Bundle | BP-VT-01 |
| Spedizione gratuita? | Nein |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}